
- Modelis: VK-TFS-005U
- Barošana: AC220V 50/60HZ vienfāze
- Enerģijas patēriņš: 2.6Kw
- Darba gaisa spiediens: 0,6Mpa
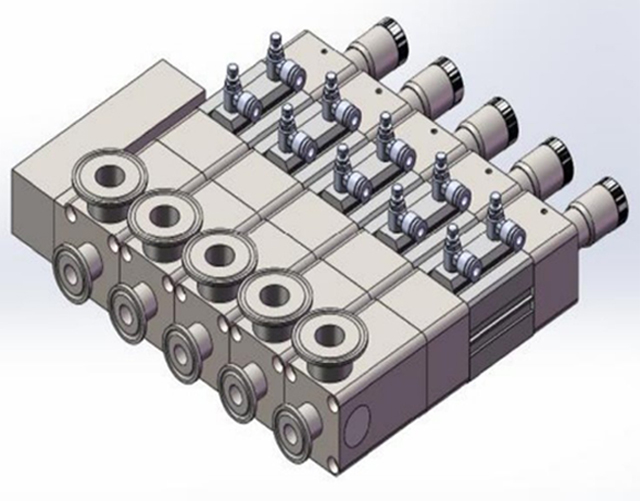
- Uzpildes sūknis: 5 keramisko sūkņu komplekti
- Piemērots materiāls: esencei vai ūdenim līdzīgi produkti
- Piemērots caurules materiāls: PE (vispirms jāsaņem sloksnes caurules paraugi mašīnas pārbaudei)
- Uzpildīšanas diapazons: 0,3-10 ml Uzpildes precizitāte: ±0,5%
- Maks. Blīvējuma garums: 140mm Maks. augstums: 120 mm
- Jauda: 15-20 caurules sloksnes/min
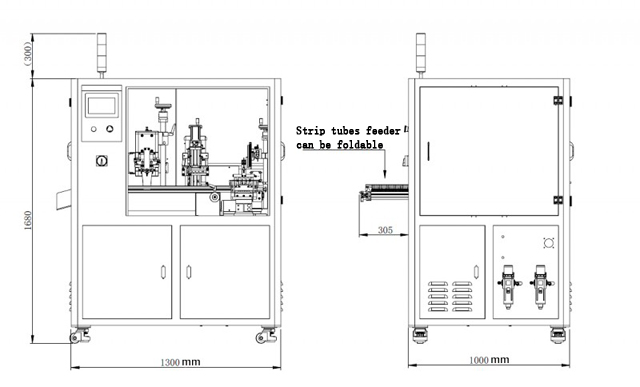
- Izmērs: 1300*1300*1950mm
- Iepakojuma izmērs: 1450*1350*1890mm
- Pilna masa: 514 kg
- HS kods: 84223090
Plastmasas cauruļu blīvēšanas mašīnas tiek izmantotas ražošanas līnijā, lai hermētiski noslēgtu plastmasas caurules, kas satur dažādus šķidrus vai želejas produktus, tostarp pārtikas sastāvdaļas, kosmētiku, līmes un farmaceitiskos krēmus un medikamentus.
Plastmasas caurules tiek noslēgtas vairākos veidos atkarībā no caurules materiāla veida un caurulē esošā produkta. Blīvēšanas metodes ietver karstā gaisa blīvēšanu, ultraskaņas blīvēšanu, impulsu blīvēšanu un karstās žokļu blīvēšanas iespējas.
Piemēram, kompozītmateriālu caurules tiek izgatavotas, izmantojot plānu alumīnija un plastmasas materiālu kombināciju, kas ir slāņoti kopā, lai izveidotu spēcīgu, elastīgu cauruli. Šāda veida tūbiņas parasti izmanto kā zobu pastas tūbiņas, kas, iespējams, ir vispopulārākie tūbiņu veidi, ko patērētāji katru dienu iegādājas veikalos un lielveikalos.
Pamatparametri

- Modelis: VK-TFS-005U
- Barošana: AC220V 50/60HZ vienfāze
- Jauda: 2,6Kw
- Darba gaisa spiediens: 0,6Mpa
- Uzpildes sūknis: 5 keramisko sūkņu komplekti
- Piemērots materiāls: esencei vai ūdenim līdzīgi produkti
- Piemērots caurules materiāls: PE (vispirms jāsaņem sloksnes caurules paraugi mašīnas pārbaudei)
- Uzpildīšanas diapazons: 0,3-10 ml
- Uzpildes precizitāte: ±0,5%
- Maks. Blīvējuma garums: 140 mm
- Maks. augstums: 120 mm
- Jauda: 15-20 caurules sloksnes/min
- Izmērs: 1300*1300*1950mm
- Iepakojuma izmērs: 1450*1350*1890mm
- Pilna masa: 514 kg
- HS kods: 84223090
- Mašīnas korpuss: 304# nerūsējošais tērauds
Cauruļu pildīšanas un blīvēšanas darba process
Tukšās caurules ar atvērtu galu tiek nogādātas cauruļu pildīšanas mašīnā un tiek turētas piltuvē, lai tās automatizēti ievadītu iepildīšanas mašīnā. Dažos gadījumos uzpildīšanas iekārtām ar rokām var pievienot caurules ar vaļēju galu, lai veiktu mazākus gājienus un testa paraugu ražošanu. Dažās ražošanas līnijās tiek izmantotas ātrgaitas robotizētas iekārtas, lai iepildīšanas mašīnas ripās ievietotu caurules.
Kad caurule ir novietota vertikāli ar atvērto galu uz augšu ripas formā, caurules atvērtajā galā tiek nolaista sprausla, lai caurulē iepūstu jonizētu gaisu, lai noņemtu gružus, kas pēc tam tiek noņemti ar vakuumu.
Pēc tam caurule ir gatava iepildīšanai, un sprausla nolaidīsies tūbiņas atvērtajā galā, lai tīri izdalītu produktu, saglabājot pati aptuveni produkta līmenī tūbiņā, lai izvairītos no saskares ar produktu un saglabātu caurules blīvējuma laukumu. caurule ir tīra un bez produkta šļakatām.
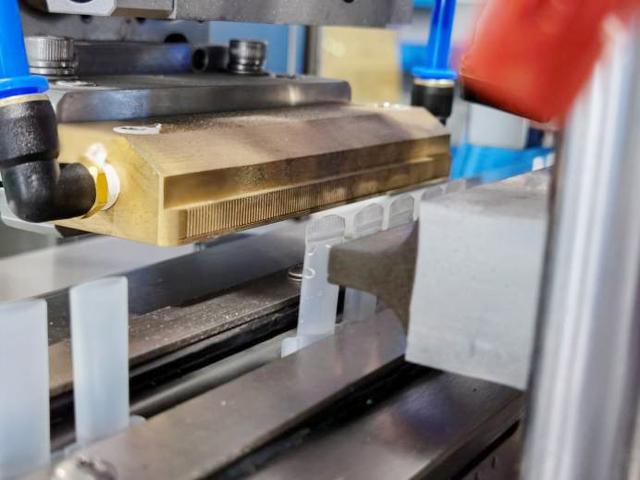
Kad caurule ir piepildīta ar pareizo produkta daudzumu, tā tiks pārvietota uz plastmasas cauruļu noslēgšanas mašīnu, kur ap caurules atvērto galu uzmanīgi tiek izpūsts karsts gaiss, lai mīkstinātu plastmasu.
Pēc tam caurule tiks noslēgta, kur blīvējošās spīles saspiedīs kopā caurules siltās plastmasas sienas. Tā kā caurules galu ir sasildījis karsts gaiss, abas sienas tiks sametinātas kopā, turot abas puses kopā un noslēdzot cauruli aizvērtu.
Karstās blīvēšanas spīles bieži var aprīkot ar maināmiem rakstzīmju zīmogiem, lai gofrētajā plastmasas blīvē iespiestu partijas kodu, izveides datumu vai izlietošanas datumu/derīguma termiņu.
Pēc tam caurule tiks apgriezta, un no blīvējuma tiks nogriezta liekā plastmasa, lai caurulei atstātu tīru estētisku izskatu un apdari. Gatavās caurules pēc tam var tikt pārbaudītas pirms iepakošanas jebkurā turpmākā iepakojumā, piemēram, kastēs vai zīmola iepakojumā.
Galvenās daļas:

Skārienpanelis: WEINVIEW, Ķīna Taivāna
Fotoelektriskais slēdzis: Omron, Japāna
Mašīnas PLC: Mitsubishi Japāna
Keramikas sūkņi skārienekrāns un PLC: Coolmay China
Servo motors un vadītājs: Lichuan China
Pakāpju motors un vadītājs: Leadshine China
Cilindrs un solenoīda vārsts: AirTac TaiWan
Funkcijas



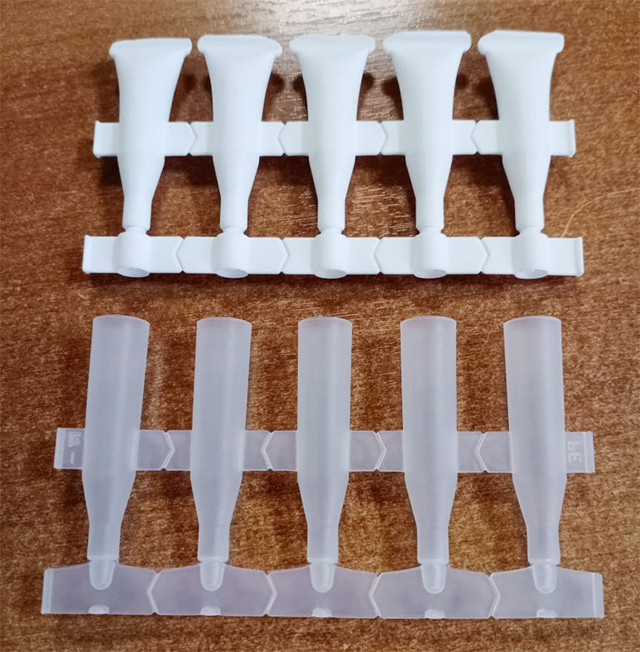
- Mašīna ir īpaši izstrādāta 5 vienā caurulēm, piemērota 5 vienā caurulēm masveida ražošanai.
- Manuāla cauruļu padeve, automātiska pildīšana, blīvēšana, gala apgriešana.
- Pieņem ultraskaņas blīvēšanas tehnoloģiju, nav nepieciešams uzsilšanas laiks, stabilāks un glītāks blīvējums, bez kropļojumiem un zems atgrūšanas līmenis, mazāks par 1%.
- Neatkarīga digitālā ultraskaņas automātiskās izsekošanas elektriskās vadības kārbas izpēte un izstrāde, nav nepieciešams manuāli pielāgot frekvenci, ar jaudas automātiskās kompensācijas funkciju, izvairoties no jaudas samazināšanās pēc ilgstošas lietošanas. Var brīvi pielāgot jaudu, pamatojoties uz caurules materiālu un izmēru, stabilu un minimālu kļūdu biežumu, pagarināt kalpošanas laiku nekā parastā elektriskā kārba.
- PLC ar skārienekrāna vadības sistēmu, kas nodrošina draudzīgu darbības pieredzi.
- Izgatavots no 304 nerūsējošā tērauda, izturība pret skābēm un sārmiem, izturība pret koroziju.
- Standarta aprīkots ar peristaltiskā sūkņa uzpildes sistēmu, augstas precizitātes pildījumu un piemērots šķidruma iepildīšanai.
- Bez caurules, bez pildījuma, bez caurules, bez blīvējuma funkcijas, samazinot mašīnas un pelējuma zudumu.
- Cam indeksēšanas sistēma varētu precīzi pozicionēt sešām darba stacijām.
Paraugi


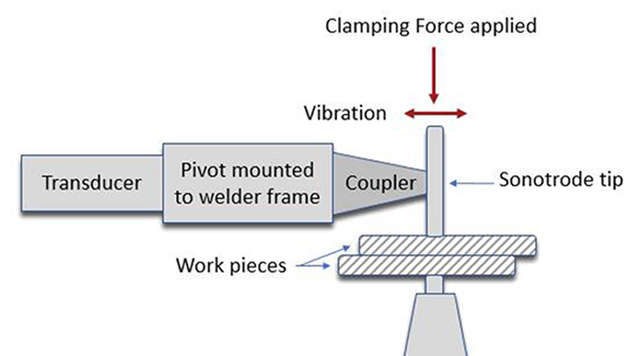
Kā darbojas ultraskaņas metināšana (blīvēšana)?
Ultraskaņas metināšana ir process, ko izmanto, lai savienotu divas plastmasas daļas, lai izveidotu spēcīgu, gatavu mezglu. Process balstās uz augstas frekvences (ultraskaņas) vibrācijām, kas tiek ģenerētas un pielietotas detaļām, izmantojot skaņas signālu. Metināšana notiek, kad vibrācijas tiek absorbētas saskarnē starp abām daļām, radot berzi un izraisot plastmasas kušanu. Ultraskaņas vibrācijas rada virkne komponentu, tostarp barošanas avots, pārveidotājs, pastiprinātājs un skaņas signāls, kas galu galā nodrošina mehānisko vibrāciju detaļām.
Barošanas avota uzdevums ir pārveidot ienākošo līnijas spriegumu (pie 50 vai 60 Hz) jaunā frekvencē. Pēc tam šī elektriskā enerģija tiek nosūtīta uz pārveidotāju, kas, kā norāda nosaukums, pārvērš elektrisko enerģiju mehāniskās vibrācijās. Pārveidotājs sastāv no pjezoelektriskiem keramikas diskiem, kas izplešas un saraujas ar piegādātās elektroenerģijas ātrumu. Vibrāciju lielumu sauc par amplitūdu, termins, kas kļūst ļoti svarīgs, norādot ultraskaņas sistēmu konkrētam lietojumam. Pēc tam vibrācijas tiek pārraidītas caur pastiprinātāju, kas parasti palielina amplitūdu par iepriekš noteiktu daudzkārtni, ko sauc arī par pastiprinājumu. Visbeidzot, pastiprinātāja izejas amplitūda tiek pārraidīta caur skaņas signālu, kur to pēc tam var nogādāt plastmasas daļās. Pārveidotāja, pastiprinātāja un skaņas signāla kombināciju parasti sauc par ultraskaņas kaudzi.
Lai nodrošinātu vibrācijas detaļām, kaudze tiek ievietota izpildmehānismā, mehāniskā sistēmā, kas pielieto nākamo ultraskaņas metināšanas kritisko elementu: spēku. Izpildmehānisms var sastāvēt no pneimatiskā cilindra vai cita iedarbināšanas līdzekļa, lai novadītu skursteni līdz daļai. Izpildmehānismi bieži satur citus sensorus un ierīces, piemēram, lineāros kodētājus vai slodzes elementus, lai nodrošinātu atgriezenisko saiti metināšanas laikā. Izpildmehānisms virza signālu uz leju līdz daļai un pieliek spēku, līdz tiek sasniegts sprūda spēks; šajā brīdī tiek izmantota ultraskaņa. Pēc tam vibrācijas tiek novadītas uz detaļām, kur tās tiek fokusētas uz trīsstūrveida materiāla lodītes, kas pazīstamas kā “enerģijas direktors”, ko var uzskatīt par kausējuma materiālu metinātajā savienojumā. Kad materiāls izkūst, ultraskaņas vibrācijas tiek pārtrauktas, un izpildmehānisms turpina spiedienu, līdz plastmasa ir sacietējusi un veidojas spēcīga saite. Viss metināšanas process no sākuma līdz beigām parasti tiek pabeigts vienas līdz divu sekunžu laikā.
Kā minēts, viens no svarīgākajiem ultraskaņas metināšanas elementiem ir amplitūda (vibrācijas), ko nodrošina kaudze. Iemesls tam ir tas, ka dažām plastmasām ir nepieciešama lielāka amplitūda metināšanai nekā citām. Amorfiem polimēriem (ABS, polikarbonāts, polistirols) ir nepieciešama zema amplitūda, savukārt puskristāliskiem (neilons, polipropilēns) metināšanai nepieciešama ievērojami lielāka amplitūda.
Pieredzējis lietojumprogrammu inženieris vienmēr var strādāt, lai noteiktu pareizo frekvenci un instrumentu izvēli konkrētajam montāžas un materiāla veidam.
Ultraskaņas metināšana ir plaši pieņemta montāžas metode plastmasas rūpniecībā dažādiem komponentu montāžas lietojumiem visos lielākajos tirgos: medicīnas, B&CE, automobiļu, ierīču, neausto materiālu, iepakojuma un citur. Ultraskaņas metināšanas priekšrocības ietver īsu cikla laiku, augstas stiprības saites un palīgmateriālu (ti, līmju) likvidēšanu. Apsverot, vai ultraskaņas metināšana ir piemērota lietošanai, vislabāk ir konsultēties ar pieredzējušu lietojumprogrammu inženieri, lai noteiktu piemērotu montāžas metodi.
Jums var patikt
 Losjona kosmētiskā krēma divkameru caurulīšu pildīšanas blīvēšanas mašīna
Losjona kosmētiskā krēma divkameru caurulīšu pildīšanas blīvēšanas mašīna- Automātiskās vienas joslas sulas paciņas, alkohola šķidruma pildīšanas iekārtas
- Automātiska rotācijas skrūves alumīnija vāka Ropp vāciņa mašīna vīna pudelei
- Automātiska vertikālās kastes kartona kastes veidošanas iekārta ar apakšu
- Stikla burkas pusautomātiskās vakuuma aizvākošanas mašīnas pārtikas aizzīmogošanas iekārtai
- Pusautomātiska pneimatiskā krējuma ievārījuma piparu mērces pildīšanas mašīna
- Daļēji automātiska pielāgota ugunsdzēšamo aparātu marķēšanas iekārta
- Automātiska rotācijas stikla burku savākšanas un novietošanas aizvākošanas mašīna
- Pusautomātiska pneimatiskā galda smaržu stikla pudeļu gofrēšanas mašīna
- Automātiska plastmasas mīksto cauruļu marķēšanas mašīna ar cauruļu padeves sistēmu









