- Nominālais spriegums: AC220V50/60Hz
- Mašīnas neto svars: 68kg 50kg
- Maksimālā jauda: 1800W
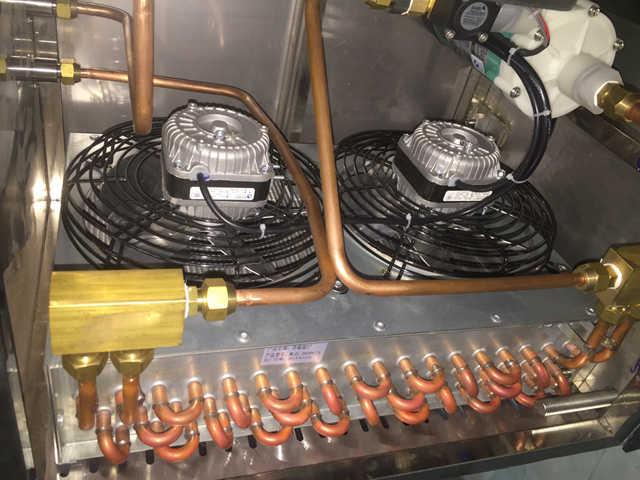
- Dzesēšanas metode: vēss gaiss / ūdens dubultā dzesēšanas metode
- Blīvējuma diametrs: φ15-75mm 15MM-45MM 30MM-60MM
- Pudeles augstums: 20-180 mm
- Darba metodes: turpināt darbu
- Pielietojuma joma: liels ražošanas laukums
- Blīvēšanas ātrums: 0-200 pudele/min
- Iepakojuma izmērs: 1600*450*1500mm
- Ģeneratora izmērs: 1450*410*1300mm
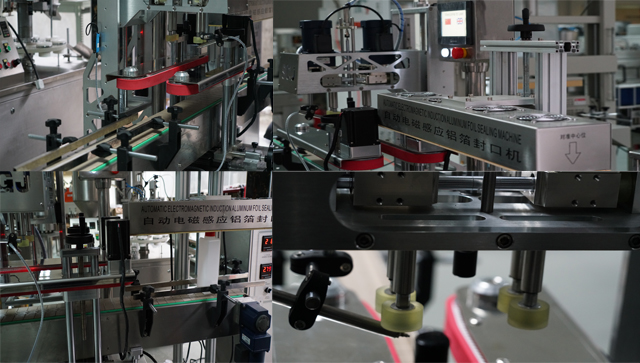
Līnija, kurā ietilpst divas galvenās mašīnas, piemēram, indukcijas blīvēšanas mašīna un inline vāciņu mašīna;
Iekārtas ir piemērotas medicīnisko pudeļu aizvākošanai un aizzīmogošanai, ko izmanto analītisko līdzekļu laboratorijā. Visu līniju var aprīkot ar papildu aprīkojumu, piemēram, pudeļu pagrieziena galdu vai partijas kodēšanas funkciju.
Kā norādīts zemāk, ir attiecīgi pamatdati par mašīnām:

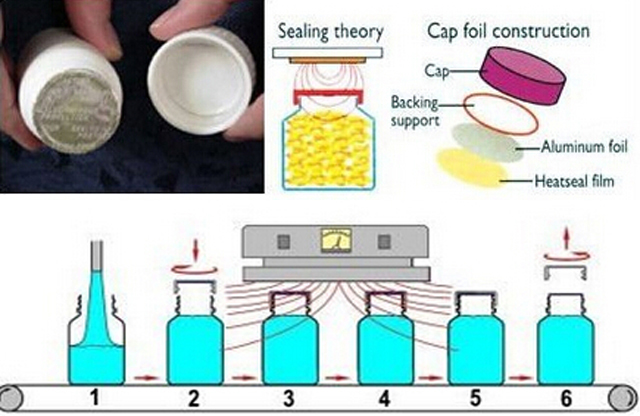
Indukcijas blīvēšana, citādi pazīstama kā vāciņa aizzīmogošana, ir bezkontakta metode iekšējā blīvējuma karsēšanai, lai hermētiski noslēgtu plastmasas un stikla trauku augšdaļu. Šis aizzīmogošanas process notiek pēc tvertnes piepildīšanas un aizvākošanas.
Elektromagnētiskās indukcijas blīvēšanas tehnoloģija ar kompozītmateriāliem ir modernā blīvēšanas metode, ko šobrīd atpazīst pasaule, un tās bezkontakta sildīšanas īpašība ir piemērota plastmasas pudeļu (PP, PVC, PET, ABS, HDPE, PS un DURACON) blīvēšanai. , stikla pudele un dažādas kompozītmateriāla plastmasas šļūtenes, tāpēc šobrīd tā ir vismodernākā tehnoloģija pudeļu blīvēšanai tādās nozarēs kā farmācija, pārtika, tauki, ikdienas ķīmija, sadzīves ķīmija un lauksaimniecības ķīmija.
Darbības princips un kā tas darbojas
Korķis tiek piegādāts pudeļu pildītājam ar jau ievietotu alumīnija folijas slāņa starpliku. Lai gan ir dažādi starplikas, no kurām izvēlēties, tipiska indukcijas starplika ir daudzslāņu. Augšējais slānis ir papīra masa, kas parasti ir uzlīmēta uz vāciņa. Nākamais slānis ir vasks, ko izmanto alumīnija folijas slāņa savienošanai ar mīkstumu. Apakšējais slānis ir polimēra plēve, kas laminēta uz folijas. Pēc vāciņa vai aizdares uzlikšanas tvertne nonāk zem indukcijas spoles, kas izstaro svārstīgo elektromagnētisko lauku. Tvertnei ejot zem indukcijas spoles (blīvēšanas galviņas), vadošā alumīnija folijas starplika virpuļstrāvu ietekmē sāk karsēt. Siltums izkausē vasku, kas uzsūcas mīkstuma pamatnē un atbrīvo foliju no vāciņa. Polimēru plēve arī uzsilst un plūst uz konteinera malas. Atdzesējot, polimērs izveido saiti ar tvertni, kā rezultātā veidojas hermētiski noslēgts produkts. Ne konteiners, ne tā saturs netiek negatīvi ietekmēti; Radītais siltums nekaitē saturam.
Folija var pārkarst, izraisot blīvējuma slāņa un jebkādu aizsargbarjeru bojājumus. Tas var izraisīt bojātus blīvējumus pat nedēļas pēc sākotnējās blīvēšanas procesa, tāpēc pareizs indukcijas blīvējuma izmērs ir ļoti svarīgs, lai noteiktu precīzu sistēmu, kas nepieciešama konkrēta produkta darbināšanai.
Blīvēšanu var veikt vai nu ar rokas ierīci, vai uz konveijera sistēmas.
Jaunāka izstrāde (kas ir labāk piemērota nelielam lietojumu skaitam) ļauj izmantot indukcijas blīvējumu, lai konteineram uzliktu folijas blīvējumu bez nepieciešamības pēc aizvēršanas. Šajā gadījumā folija tiek piegādāta iepriekš sagriezta vai ruļļos. Ja tas tiek piegādāts spolē, tas tiek izgriezts un pārnests uz konteinera kaklu. Kad folija ir ievietota, blīvējuma galva tiek nospiesta uz leju, tiek aktivizēts indukcijas cikls un blīvējums tiek piestiprināts pie tvertnes. Šis process ir pazīstams kā tieša pielietošana.
Zīmējums
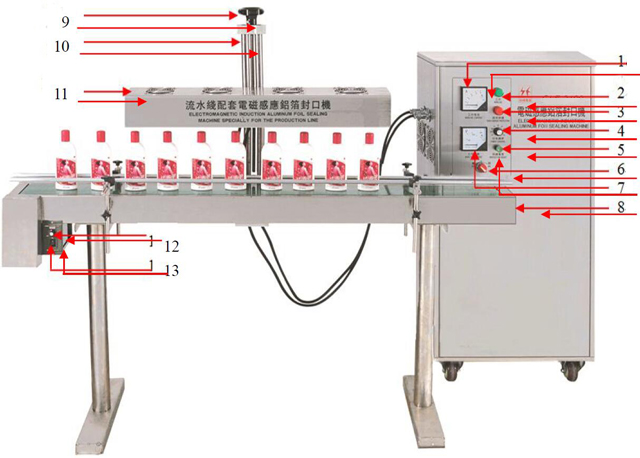
- Ampermetrs: parāda pašreizējo statusu visas iekārtas darbības laikā.
- Darba indikators: parāda darba ārkārtas statusu
- Pārstrāvas indikators: parāda neparastu darba stāvokli.
- Jaudas kontrole: jaudas regulators.
- Aizsardzības atiestatīšana: atjaunojiet normālu darba statusu.
- Strāvas slēdzis: kontrolē visas iekārtas jaudu.
- Voltmetrs: parāda sprieguma statusu visas mašīnas darbības laikā.
- Konveijers: pudeļu transportēšana.
- Rokas ritenis: pielāgojumi dažādiem pudeļu augstuma izmēriem.
- Paceļamie plaukti: to izmantoja, lai fiksētu un paceltu vai nokristu augstumu un zemu blīvējuma galviņas funkciju.
- Blīvējuma galva: uzkarsē un noslēdz alumīnija foliju pudeles vāciņā.
- Regulēšanas ātrums: konveijera lentes darbības pogas regulēšanas ātrums.
- Starta slēdzis: konveijera vadības slēdzis.

- Nominālais spriegums: AC220V50/60Hz
- Mašīnas neto svars: 68kg 50kg
- Maksimālā jauda: 1800W
- Dzesēšanas metode: vēss gaiss / ūdens dubultā dzesēšanas metode
- Blīvējuma diametrs: φ15-75mm 15MM-45MM 30MM-60MM
- Pudeles augstums: 20-180 mm
- Darba metodes: turpināt darbu
- Pielietojuma joma: liels ražošanas laukums
- Blīvēšanas ātrums: 0-200 pudele/min
- Iepakojuma izmērs: 1600*450*1500mm
- Ģeneratora izmērs: 1450*410*1300mm
Izmantojiet metodi indukcijas blīvēšanas mašīnā

- Pudeļu augstuma regulēšana: novietojiet pudeli zem "blīvēšanas galviņas", noregulējiet "rokas riteni", pārliecinieties, vai attālums starp "blīvēšanas galviņas" dibenu un pudeles vāka virsmu ir aptuveni 1-3 mm, pagrieziet "startēšanas slēdzi". uz "ieslēgts", lai konveijera lente sāktu darboties, un ļaujiet pudelēm iet pāri lentei, lai pārbaudītu, vai tās pieskaras blīvējuma galviņai. Vislabākā ir mazākā distance bez grūtībām.
- Noregulējiet konveijera lentes ātrumu ar "ātruma kontroli". Alumīnija folijas blīvējums ir saistīts ar jostas ātrumu un jaudu. Uzlieciet dažas pudeles uz jostas, ieslēdziet "barošanas slēdzi" un veiciet blīvējuma pārbaudi. Operācija formāli sākas, kad pudeles ir cieši noslēgtas.
- Uzgaidiet mīksto palaišanu pēc sāknēšanas siksnas un sāciet aizzīmogošanu 30 sekundes vēlāk, kad ampērmetrs rāda 3,2 A.
- Izslēdziet "barošanas slēdzi" un "palaišanas slēdzi" mašīnas izslēgšanas laikā.
Iekļautā vāciņa mašīna:
- Ražošanas jauda: 40-60 Caps /min
- Vāciņa izmērs: 10-50/35-140mm
- Pudeles diametrs: 35-140mm
- Pudeles augstums: 38-300 mm
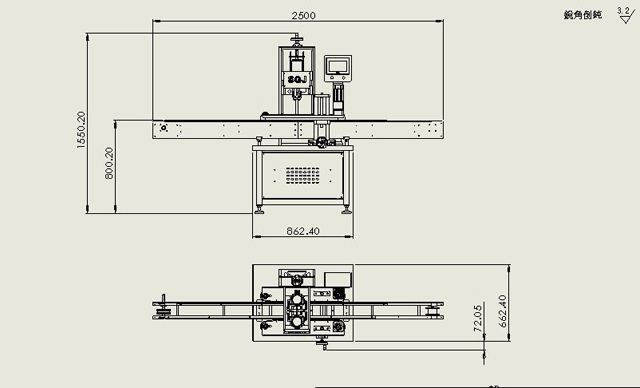
- Izmērs (L × P × A): 1000 × 800 × 1200 mm
- Svars: 350kg
Iekļautās vāciņu mašīnas rasējums
| 1 | Pudeles | 2 | Pudeļu nostiprināšana |
| 3 | Rokturis pozīcijas regulēšanai | 4 | Berzes skriemelis |
| 5 | Gājiena pozīcijas modulis | 6 | Cepures nospiežot Cilindrs |
| 7 | Rokturis pozicionēšanai | 8 | Vāka regulēšanas modulis |
| 9 | Noslēdzošais cilindrs | 10 | Aizdedzes motors |
| 11 | Vadības kaste | 12 | Rokas ritenis |
Ierobežojuma pielāgošana no A līdz Z

Pudeļu fiksācijas regulēšana
1. Atbrīvojiet rokturi (3)
2. Ievietojiet iepriekš fiksētās pudeles (1)
3. Acs ābols, ja vāciņa centrs sakrīt ar cilindra (9) centru; vienreiz sakrita, piestipriniet rokturi (3)
Ierobežojuma augstuma regulēšana﹒
1. Atbrīvojiet rokturi (7)
2. Noregulējiet rokturi (12), lai noslēdzošā berzes riteņa (4) apakšējais attālums līdz vāciņu apakšai būtu 2 mm, piestipriniet rokturi (7).
Berzes spraugu ierobežošanas regulēšana:
1. Aizveriet gaisa avotu
2. Ievietojiet fiksācijas vāciņus starp berzes riteņiem (4).
3. Pieejiet pie vāciņiem, pārvietojot berzes riteni (4), lai noregulētu gājiena moduļa (5) skrūvi (abām pusēm jābūt simetriskām, mērot acs ābolu). Labajai fasādei jābūt no 2 mm līdz 3 mm katrā pusē;
Noseguma cilindra augstuma regulēšana (saskaņā ar vāciņu paraugiem)
1. Atskrūvējiet skrūvi (8), lai vāciņš cilindrs (9) izvirzītu uz āru;
2. Atstājiet 1–2 mm attālumu no noslēguzgriežņa līdz vāciņu augšdaļām.
3. Pievelciet skrūvi (8).
Aizdedzes cilindra ātruma regulēšana
1. Pievienojiet barošanas avotu un gaisa avotu, lai pielāgotu spiediena iestatījumu gaisa spiedienam (standarta 0,74 mpa-0,6 Mpa)
2. Pielāgojiet ierobežošanas laiku un ierobežošanas intervālu (standarta 1 s līdz 1,5 s) atlasiet stāvokli kā Manuāls. Pavērsiet pedāļa slēdzi, lai pielāgotu kreisās un labās puses berzes riteņa pneimatisko ātrumu. Visbeidzot, tam vajadzētu panākt, lai ātrums abos ātrumos būtu vienāds. ;
3. Noregulējiet vāciņa cilindra ātrumu.
Iekārtas darbības testēšana
1. Izņemt vienu produktu vāciņa pārbaudes testēšanai; Atjaunojiet vāciņu atbilstoši vāciņa efektam;
2. Noregulējiet griezes momentu atbilstoši griezes spēkam.
Pudeļu paraugi aizvākošanai

Jums var patikt
 Pusautomātiskā pneimatiskā snīpi maisiņu maisu pildīšanas mašīna
Pusautomātiskā pneimatiskā snīpi maisiņu maisu pildīšanas mašīna- Mazo kastīšu kastītes kartona aizzīmogošanas mašīnas lentes blīvēšanas iekārtas
- Pusautomātiska pneimatiskā galda smaržu stikla pudeļu gofrēšanas mašīna
- Pusautomātiska 4 galviņu horizontālā šķidruma trauku mazgāšanas mašīna
- Automatizēta olīveļļas iepildīšanas Ropp vāciņa marķēšanas mašīna
- Pusautomātiska pārnēsājama pneimatiskās viskozitātes pārtikas mērces pildīšanas mašīna
- Lineāra stikla pudeļu mazgāšanas uzpildes vāciņu marķēšanas mašīna eļļai
- Plastmasas laminētu cauruļu pildīšanas ultraskaņas blīvēšanas mašīna pusautomātiska
- Divpusējas uzlīmju marķēšanas aprīkojums plastmasas stikla pudelēm
- Plakanas virsmas karšu ziepju stienis ar augšējo uz leju divpusējo marķēšanas mašīnu